
Как проверить герметичность клапанов после притирки?
Притирка клапанов — важная процедура, которую необходимо проводить каждый раз при снятии ГБЦ, либо замене клапанов. Притирка восстанавливает герметичность старых и создает герметичность закрытия новых клапанов.
Но мало притереть клапана. После притирки необходимо убедиться в их герметичности. Иначе, вся работа будет зря. Просто представьте себе ситуацию, что вы собрали двигатель, завели, а он троит. А вся проблема в том, что герметичность клапана была недостаточной. Поэтому, перед сборкой, проверяем качество закрытия.
Один из самых популярных методов проверки герметичность связан с использованием такой жидкости, как керосина. Хотя, подойдет любая другая текучая жидкость, которая не навредит металлу.
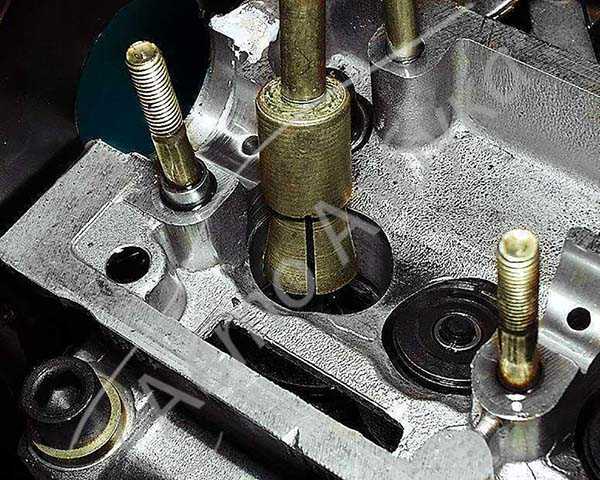
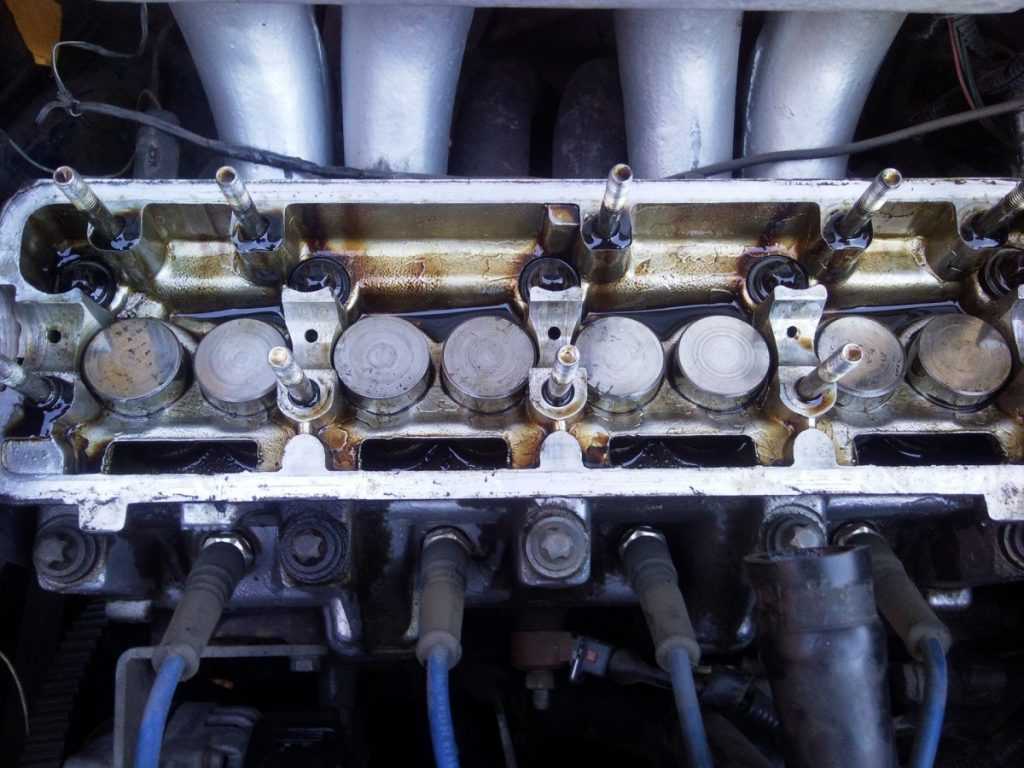
С ГБЦ желательно снять коллектора, а затем укладываем ее так, чтобы выпуск или впуск смотрели вверх, а клапаны смотрели на вас по горизонтали. Для тех, кто не понял, фото ниже.
В отверстие впуска или выпуска заливаем жидкость, чтобы она заполнила всю полость, где открывается клапан. Таким образом, можно убедиться в качестве его закрытия. Жидкость не должна вытекать ручьем из закрытого клапана, при этом, допускается небольшое убывание, но очень медленное. Многие пытаются притереть клапана так, чтобы он был полностью герметичным и жидкость совсем не уходила, но это не обязательно, небольшое и медленное подтекание допустимо.
Затем переворачиваем ГБЦ на другой бок (если был впуск, то переворачиваем на выпуск) и поверяем другой ряд клапанов подобным образом. К примеру, до этого мы проверяли выпускные клапаны, а теперь проверим впускные. Так же проливаем их керосином.
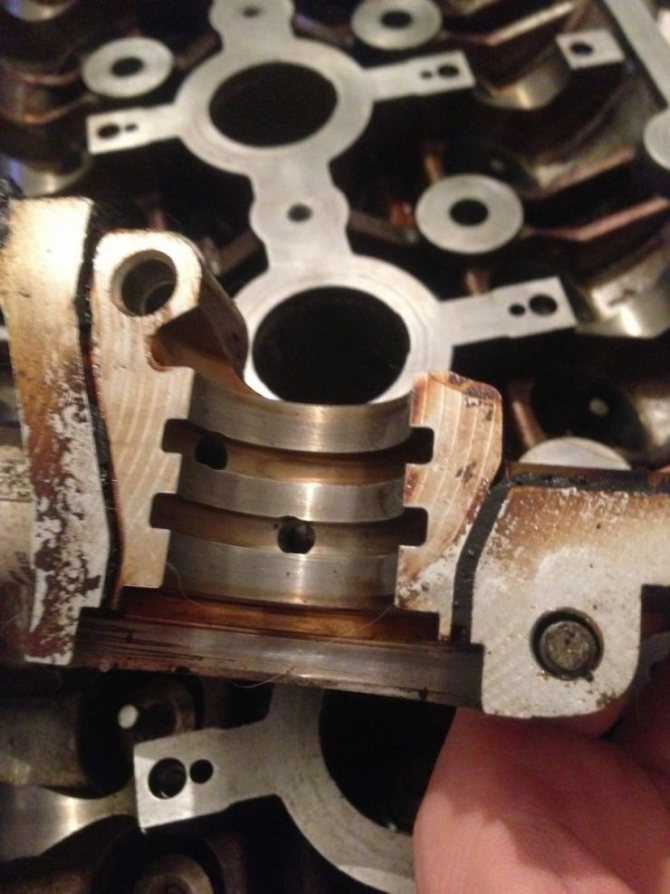
Есть и другой метод — проверить все клапаны сразу. Кладем головку, как на фото ниже и заливаем жидкость прямо на клапаны.
Данный метод позволит наглядно убедиться в скорости убывания жидкости, но не скажет точно, какой именно клапан подтекает.
Источник
Притирка клапанов сложный процесс, который лучше доверить специалистам
Притирка клапанов выполняется во время проведения капитального ремонта двигателя, при замене клапанов, при ремонте ГБЦ. Сегодня большинство автовладельцев при возникновении серьезных неисправностей предпочитают обращаться на станции техобслуживания или в сервисные центры, если авто на гарантии. Нужно сказать, что поступают они правильно, потому что современные автомобили – это сложные в техническом плане механизмы, ремонт которых требует профессионального подхода и специального оборудования. Самостоятельный ремонт может производиться только на свой страх и риск, так как велика вероятность что-то сделать неправильно. А в случае с неправильными действиями в отношении клапанов последствия могут быть серьезными.
Естественно, все работы выполнить квалифицированно смогут только специалисты на станции техобслуживания. Ведь прежде чем приступать к работе, нужно убедиться, что клапан не погнулся, для чего придется разобрать головку. К тому же отличить погнувшийся клапан от нормального сможет только человек с большим опытом. Поэтому для выполнения любых действий с клапанами лучше отправиться на ближайшую СТО.
Если двигатель дизельный, то в этом случае ему необходимо обеспечить высокий уровень компрессии. А это значит, что притирка клапанов должна быть особенно тщательной, но и с этим можно справиться. Специалисты для этих целей используют специальную пасту, которую в процессе притирки нужно будет наносить на поверхности клапана. Помимо этого понадобится шланг длиной сантиметров двадцать и с внутренним диаметром, равным диаметру оси клапана.
Может так случиться, что пасты для притирки не окажется, тогда ее придется изготавливать. Сделать это просто – если есть наждачный круг, то надо соскоблить с его поверхности абразивную крошку, много не нужно, достаточно несколько грамм. Затем в эту крошку добавляем масло и тщательно перемешиваем – вот и все, смесь для притирки готова. Если круга нет, то можно воспользоваться стеклом, тщательно измельчив его и тоже добавив немного масла. Когда будет выполняться притирка клапанов, нужно следить за тем, чтобы абразивная смесь не попадала на стержень клапана, поскольку это может повредить направляющей втулке.
Для качественной притирки головку блока цилиндров нужно предварительно снять и разобрать, после чего установить на ровную горизонтальную поверхность. Резиновый шланг надевается на стержень и с его помощью осуществляется вращение клапана в разные стороны, прижимая при этом его к седлу. Время от времени клапан нужно перемещать, чтобы не нанести повреждений ему и седлу. Можно использовать для притирки ручную или автоматическую дрель – это существенно ускоряет процесс.
Для качественной притирки можно воспользоваться специальными устройствами – «пятачками» – которые необходимо закрепить на клапанной тарелке, например, с помощью битума. В «пятачке» имеется прорезь, куда вставляется наконечник аппарата, специально предназначенного для притирки клапанов. Вращая рукоятку такого аппарата, происходит вращение в разные стороны самого клапана. Устройство это можно заменить опять же дрелью, вставив в нее отвертку.
Необходимость притирки клапанов можно выявить, замерив уровень компрессии в цилиндрах – он должен соответствовать тому, который указал завод-изготовитель в инструкции к эксплуатации транспортного средства. В основном это зависит от условий работы двигателя, его типа, качества топлива. Если будет нарушена герметичность прилегания клапанов (независимо впускных или выпускных), это приведет к нарушению работоспособности двигателя – затрудненному запуску, нарушению стабильности.
Когда притирка клапанов будет окончена, нужно проверить, насколько качественно она выполнена. Для этого нужно удалить с их поверхности абразивную смесь и тщательно протереть их и седло в головке. Вставить клапан и повращать его «насухую». При осмотре на поверхности клапана должна быть хорошо видна серая дорожка шириной в пару миллиметров. Если она непрерывная, это значит, что процесс притирки прошел успешно.
Проверить качество притирки можно просто – делать это лучше всего сжатым воздухом.
Все статьи >>
Первый совет
Чтобы поршень в первом цилиндре двигателя установить в верхнюю мёртвую точку (ВМТ), когда сжимается газовая смесь, мы проведем такую операцию. Распределительный вал устанавливаем в требуемое положение, его провернем так, чтобы обе пятки коромысла привода, на которых проводится регулировка клапанов, упёрлись, в ЗАТЫЛОЧНЫЕ части кулачков распределительного вала, а коромысла можно было свободно двигать «покачиванием» в пределах допустимого зазора.
Второй совет
Упростим регулировку клапанов газораспределительного механизма (ГРМ). После снятия крышки видно со стороны маховика в конце самого распредвала на заводе эмалевой краской поставили метку в квадратной части распредвала. Это пятно из эмали по идее должно смотреть вверх при (ВМТ) сжатия газовой смеси в первом цилиндре и коромысла свободно двигаются в пределах определенного зазора.










Не знаю как у вас но у меня на первом Logan 1,4. 8 Кл. и втором 1,6 8 Кл. метка из краски смотрело вверх при положении (ВМТ) поршня первого цилиндра. Устанавливаем это метку из краски в конце распредвала вверх таким образом: берём домкрат и поднимаем правое переднее колесо, не забывая до этого, ставить машину, наручник тормоза на четыре щелчка или под колёса подкладываем кирпичи либо специальные для этого колодки.
Затем рычагом передачи устанавливаем обязательно ПЯТУЮ (не четвёртую) скорость и руками крутим правое приподнятое колесо, ориентируясь соском камеры по направлению движения машины вперёд, по часовой стрелке для правого колеса, до тех пор, пока пятно в конце распредвала будет смотреть точно вверх. ОБЯЗАТЕЛЬНО для убедительности отверните свечу и алюминиевой проволокой определите, в каком положении находится поршень первого цилиндра. Если ПОРШЕНЬ стоит в верхней Мёртвой ТОЧКИ (ВМТ) такта сжатия газовой смеси выставляем зазоры первого цилиндра.
Третий совет
После того как выставили в первом цилиндре, переходим к установке впускного и также выпускного клапана 4-го цилиндра. Крутим дальше правое подвешенное колесо по ходу движения машины (по часовой стрелке) ориентируясь соском от камеры ровно ПОЛ-ОБОРОТА колесо автомобиля. Устанавливаем поршень 4-го цилиндра в верхнюю мёртвую точку такта сжатия смеси. Проверяем, после установки коромысла должны свободно качаться в пределах зазора, а затылочная часть распредвала максимально направлено на пятку коромысла.
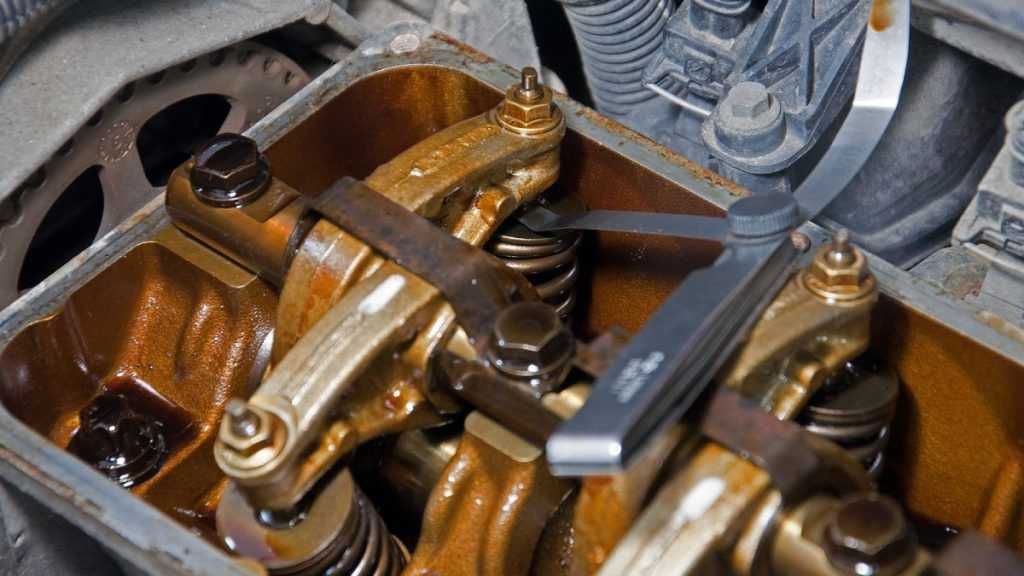
Выставив зазоры между торцами клапанов и коромысел 4-го цилиндра, повернем ровно на ПОЛОВИНУ оборота правое колесо и таким же образом как на 4-ом и, 1-ом цилиндре выставляем зазоры клапанов 2-го цилиндра. А затем через ПОЛОВИНУ оборота колеса автомобиля по часовой стрелке регулируем в третьем цилиндре. Регулируются зазоры по схеме (см. фото ниже): (1-4-2-3).
![]() На фотографии показывается последовательность регулировки через пол-оборота правого КОЛЕСА по часовой стрелке на 5 передачи КПП.
На фотографии показывается последовательность регулировки через пол-оборота правого КОЛЕСА по часовой стрелке на 5 передачи КПП.
Пожалуйста, обратите своё внимание! Еще раз повторюсь. Последовательность регулировки клапанов Рено Логан смотрите ниже на видео (1-4-2-3), через каждые пол-оборота правого, приподнятого на домкрате колеса радиусом (на 15) и на 5-ой передачи КПП
И ещё внимание. Счёт цилиндров на моторе Renault ведётся от маховика справа налево, скажем так в сторону ремней навесных агрегатов и грм
Видео
На видео порядок регулировки клапанов 1-4-2-3:
https://youtube.com/watch?v=jgy6xvdG1Cg
https://youtube.com/watch?v=a4aelUF1JEc
Посмотрите, пожалуйста, другие методы регулировки зазоров клапанов Renault Logan 8-ми клапанного двигателя через ЧЕТВЕРТЬ оборота распредвала или пол-оборота (на 180°) коленчатого вала.
Рекомендуется (см. видео) простой метод регулировки мастерами РемонтРено:
См. Фото:
![]() Зеленная метка из эмалевой краски
Зеленная метка из эмалевой краски
![]()
Вам так же будет интересно прочитать:
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.










Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты
Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла
Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.
Как определить, что клапан нужно притирать
Обычно клапаны притирают после капитального ремонта двигателя. Или, например, после замены поршневых колец. Чтобы второй раз не разбирать. Необходимость процедуры проверяют на снятой головке блока цилиндров. Ее устанавливают на ровную поверхность тарелками клапанов вверх. Затем в камеры сгорания наливают керосин, а если его нет, то сойдет и бензин. Замечают уровень, после чего в таком положении оставляют ГБЦ на двенадцать часов.
Если жидкость за это время не ушла, то все в порядке. Если же уходит, то это значит, что предстоит поработать. Чтобы определить, какой из двух клапанов в цилиндре пропускает, хорошо помогает наличие сырости в выпускном или во впускном коллекторе. Можно проверить и другим способом. Принцип будет один и тот же, а разница в том, что жидкость (бензин или керосин) заливается в коллекторы. Головка при этом стоит на боку. Естественно, что оценивают течь уже со стороны тарелок.
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
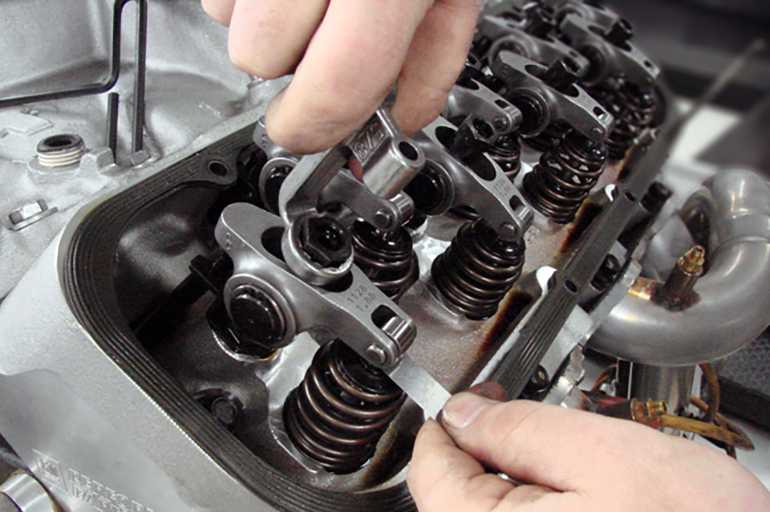
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Для проверки герметичности клапана ГБЦ Ваз 2109 установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
Нанесите на рабочую фаску клапана тонкий слой притирочной пасты
Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов Ваз 2109
Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Не используйте тряпку повторно.









Очистка
Для очистки головки блока могут быть использованы следующие способы:
- пескоструйная обработка;
- «холодная» промывка;
- «горячая» промывка;
- очистка при помощи ультразвука.
Чаще других применяется мойка агрегата в воде с использованием специальных моющих средств. Надо следить, чтобы моющие средства не содержали химических элементов, способных повредить детали ГБЦ. Особого внимания требует очистка компонентов алюминиевой головки блока цилиндров.
В ходе очистки с использованием абразивных компонентов с поверхностей деталей головки снимается слой материала, поэтому необходимо соблюдать осторожность — чрезмерно интенсивное или длительное воздействие может привести к их повреждению
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Последовательность регулировки клапанов Рено Логан своими силами
Перед проведением юстировки зазоров следует обязательно проверить натяжение ремня ГРМ и при необходимости отрегулировать его. Далее последовательность действий происходит по схеме:
- Открутить 4 болта крепления фильтрующего узла, отсоединить патрубок и снять фильтр.
- Снять высоковольтные свечные провода.
- Отвернуть 8 болтов крышки клапанного механизма и демонтировать ее.
- Первый поршень установить в положение верхней мертвой точки такта сжатия. Нумерация цилиндров начинается с маховика. В таком положении оба клапана I цилиндра закрыты и зазоры максимальны.
- Ослабить контргайку одного коромысла и вставить щуп соответствующего размера в промежуток между регулировочным винтом и торцом стержня.
- Затягивать регулировочный болт до момента, когда щуп будет перемещаться с усилием. При этом придерживать контргайку от проворачивания.
- Зажать контргайку и проверить зазор, если работа выполнена неудовлетворительно – повторить регулировку.
- Действуя по тем же образом, откорректировать второй зазор первого цилиндра.
- Провернуть коленчатый вал на пол-оборота и провести юстировку на третьем цилиндре.
- Далее регулируются клапана Рено Логан на четвертом, а затем на втором цилиндре через каждые пол-оборота из положения ВМТ.
- Установить крышку ГРМ, предварительно проверив состояние прокладки.
- Установить фильтр.
Судя по состоянию фильтрующего элемента необходимо провести его продувку сжатым воздухом или же полную замену.
Существует еще один метод корректировки зазоров. Поддомкратив левое колесо и установив прямую передачу, можно вращением колеса установить ВМТ и сделать необходимые замеры.
А здесь у нас видео по теме:
https://youtube.com/watch?v=CMFIKzg46Hs
Притирка клапанов
Для того чтобы притереть клапана к головке в домашних условиях, потребуется дрель (желательно с реверсом) и специальная паста. Для проведения этой процедуры клапана придется рассухарить и снять. Кстати, заодно можно произвести замену маслосъемных колпачков, если в этом есть необходимость.
Перед работой рекомендуется обезжирить клапан и седло при помощи растворителя. На рабочую фаску клапана равномерно наносится небольшое количество притирочной пасты
Очень важно следить за тем, чтобы она не попала на шток клапана, ведь паста – сильнейший абразив (как правило, алмазный). Если останутся повреждения на штоке, то маслосъемные колпачки будут намного быстрее выходить из строя и существенно увеличится расход масла
Для препятствия этому на шток можно надеть кусочек войлока.
Клапан устанавливается на свое место, а шток закрепляется в патроне дрели. Чаще всего для удобства это делают при помощи куска шланга (один конец – на шток, другой – в патрон). Некоторые мастера зажимают шток непосредственно в патрон. Притирка проводится вращением на небольших оборотах. При этом тарелка может прижиматься чем-нибудь к седлу. Например, толстой резинкой. Но в большинстве случаев обходятся без дополнительных приспособлений.
- Прижимание происходит при оттяжке дрели на себя. Вращение нужно делать как по часовой стрелке, так и в обратном направлении. Обычно на все про все уходит не более двух минут. Чтобы понять, что процесс окончен, нужно знать как выглядит притертый клапан. На его фаске образуется характерная матовая полоска шириной в пару миллиметров. Точно такая же полоска, кстати, будет и на фаске седла. Иногда после описанной процедуры проводят еще финишную обработку. Она ничем не отличается от процесса притирки, кроме того, что вместо притирочной пасты используется паста ГОИ, разведенная с моторным маслом. Перед нанесением тряпочкой необходимо тщательно удалить предыдущее притирочное средство.
- Проверять качество притирки нужно не только по упомянутой выше полоске, но и при помощи все той же заливки керосина или бензина в камеру сгорания или в коллекторы. Перед сборкой головки блока цилиндров все детали необходимо тщательно промыть бензином. Ведь если в процессе работы абразив из пасты попал на другие поверхности, то последствия могут оказаться весьма печальными – алмазный порошок станет причиной возникновения дефектов.
Также следует знать, в каких случаях притирка клапанов может не получиться. В том случае, когда на рабочих фасках имеются существенные изъяны (раковины) или когда седла были криво расточены (прирезаны), притереть клапана не получится. Первый верный признак этого – матовая полоска на фаске неравномерная или вовсе прерывистая. Тут выход простой, хотя и не совсем приятный – покупка новых деталей. Хотя, можно попробовать и проточить их на станке.






Способы проведения работ
Форму клапанам можно придавать разными способами — как ручным, так и станочным, однако разница в итоге будет значительной. Наиболее точно выполнить процедуру возможно на станке для обработки клапанов и сёдел, наименее, соответственно, вручную с использованием притирочной пасты.
Станки. За счёт жёсткой центровки посредством станка проводится точное сопряжение и нарезка фаски клапана и седла. В результате такой процедуры создаётся качественный нарезанный профиль высокой точности. Такая обработка не требует дополнительных манипуляций, только промывки и сборки ГБЦ.
![]()
Станок для притирки клапанов — дорогое удовольствие, не в каждом гараже найдётся
Ручные фрезы. Если нет возможности работать на высокоточном оборудовании, можно провести процедуру притирки клапанов при помощи ручной фрезы. Такие инструменты различаются диаметром, который подбирается под определённую модель двигателя. Всего вырезается три фаски на сёдлах под разными градусами — 30, 45 и 60°. Подобным образом не обрабатываются новые детали, только старые.
![]()
Притирку клапанов можно проводить с помощью ручной фрезы
Собственноручная притирка клапанов. Проводится самостоятельно посредством абразивного состава в случае, если поверхности деталей должны быть просто обработаны без внесения значимых изменений. При таком варианте по периметру детали наносится специальная паста, после чего клапан помещается на своё посадочное место. Затем деталь необходимо упереть в седло и одновременно вращать вокруг оси, что позволяет полностью стереть все неровности плоскости.
![]()
Ручная притирка клапанов — наиболе трудоёмкий вариант проведения работ
После проведения абразивной притирки вся паста должна быть тщательно смыта.
Способы обкатки мотора
Описанный выше алгоритм – классическая естественная обкатка. Но кроме этого, существует ещё как минимум три способа притирки деталей отреставрированного силового агрегата:
- метод холодной обкатки, производимый с использованием специального стенда;
- холодная обкатка, выполняемая без стенда;
- метод горячей притирки деталей двигателя.
Рассмотрим особенности каждого из перечисленных способов.
Обкатка на стенде
Разумеется, сам стенд – оборудование очень дорогое. Его могут позволить себе только крупные СТО, но зато благодаря его использованию удаётся получить полный контроль над всеми технологическими этапами обкатки.
В этом случае силовой агрегат устанавливается на стенд и запускается посредством соединения с карданным валом, который, в свою очередь, приводится в движение электромотором, считающимся ведущим по отношению к мотору автомобиля.
Специальный прибор, именуемый энкодером, контролирует частоту вращения ведущего двигателя, несколько менее точные показания фиксирует тахометр. Стендовое оборудование работает под управлением микропрограммы, регулирующей параметры работы электромотора, опираясь на показания датчиков.
Совокупная длительность работы пары ведущий/ведомый мотор определяется составом работ, выполненных в рамках капитального ремонта автомобиля. В частности, для нормальной притирки новой цилиндропоршневой группы требуется примерно три часа непрерывного вращения обоих двигателей.
Результат такой холодной притирки предполагает, что удалось добиться следующих показателей:
- при работе СА на ХХ (на оборотах, не превышающих 600 в минуту) обороты стабилизируются;
- нажатие на педаль акселератора в этом же режиме не приводит к перебоям в работе ведущего двигателя, и он не должен при этом глохнуть.
Отметим, что приобретения дорогостоящего стенда для проведения холодной обкатки недостаточно – нужен ещё и специалист, который отлично разбирается в нюансах выхода на определённый режим, в беспрекословном соблюдении технологии притирки деталей.
Бесстендовая холодная обкатка
Он заключается в буксировании автомобиля на третьей передаче, но при заглушенном двигателе, на протяжении 2-3 часов. До начала обкатки автомобиль заправляют всеми необходимыми техническими жидкостями, включая масло и антифриз/тосол.
Хотя специалисты не советуют использовать этот метод, он получил широкое распространение в среде гаражных мастеров ремонта.
Горячая обкатка
Производится непосредственно на автомобиле, но на обездвиженном. Характеризуется возможностью контроля качества сборки силового агрегата после проведения капремонта и нивелирования мелких дефектов, допущенных при производстве деталей и узлов, установленных вместо изношенных. Что хорошо – данная технология может быть использована и в гаражных условиях. Алгоритм холодной обкатки:





- запускаем мотор, устанавливаем обороты на уровне режима холостого хода;
- даём проработать порядка 3-4 минут, глушим мотор на примерно такой же интервал времени. Повторяем цикл 10-15 раз. Остановка двигателя нужна для того, чтобы не допустить локального перегрева силового агрегата;
- снова заводим мотор, устанавливаем обороты на показателе 1200 об/мин, постепенно увеличиваем их до примерно 50% от максимального уровня. Рассчитываем увеличение оборотов таким образом, чтобы общая продолжительность работы силового агрегата составила 45-50 минут.
Во время последнего этапа особенно внимательно следим за температурой двигателя, если она неконтролируемо поднимается – следует заглушить мотор, дать ему остыть и только после этого запускать вновь. Если всё в норме, проверяем уровни техжидкостей и наличие/отсутствие их подтеканий, измеряем компрессию цилиндров. Наконец, после завершения обкатки заново выставляем зажигание и регулируем зазоры клапанов.
Естественная обкатка двигателя
Саму последовательность проведения классической обкатки мы уже приводили. Стоит отметить, что независимо от сложности и состава проведения восстановительных работ, обкатку следует проводить исключительно в щадящем режиме, даже если вы ограничились только заменой цепи (разумеется, совокупный пробег в этом случае будет минимальный, порядка 500 километров).
Движение на пятой передаче нужно исключить, трогаться следует очень плавно
О важности заливки качественного моторного масла мы уже говорили, но не менее важно использование и хорошего топлива – по крайней мере, до завершения периода обкатки
Через сколько регулировать клапана Рено Логан
Зазоры клапанов на двигателе Рено Логан 1.6 регулируются по рекомендации завода изготовителя с интервалом в 100 000 км пробега автомобиля. Желательно эту процедуру производить не более чем на каждые 60 000 км пробега. Если в качестве топлива используется газ то регулировка проводится не мене чем через каждые 30 000 км. Связано это с тем что октановое число газа находится в пределах 105 требуемая степень сжатия 11:1. Для бензина марки 95 октановое число составляет 83-86 требуемая степень сжатия 9:1. Это говорит о том что газ в камере сгорания не сгорает полностью. Часть его остаётся догорать в клапанах и выпускных коллекторах. Это приводит к увеличению температуры горения. Что ослабляет конструкционные свойства применяемых в седлах и клапанах материалов. Проще говоря они быстрее изнашиваются с применением газа в качестве топлива. Поэтому и рекомендуется проводить более частую регулировку клапанов. К вопросу о том а выгодно ли использовать газ в качестве топлива.
Подведем итоги
Итак, как видно из всего вышесказанного, притирка – процедура ответственная, трудоемкая, но крайне необходимая для хорошей работы двигателя не только после ремонта, но и после пробега свыше 60 000 километров. Невыясненным остался лишь вопрос: нужно ли притирать клапана на новой головке.
Что касается такого случая, есть два варианта: если головка абсолютно новая и приобреталась полностью укомплектованной, то можно не притирать. Во всяком случае, специалисты говорят, что делать это не обязательно. Однако если приобреталась головка отдельно от клапанов, то притирка понадобится. Опять же, в любом случае перед ее установкой герметичность прилегания тарелок можно всегда проверить уже известным способом, то есть при помощи заливания бензина или керосина в ГБЦ или коллекторы.
https://youtube.com/watch?v=XEPKFKKQnac





