
5.2.16. Проверка, снятие и установка форсунок
Работайте с топливными форсунками предельно осторожно. Никогда не подставляйте
руки или любые другие части тела под струю форсунки, так как благодаря
высокому рабочему давлению струя топлива может проникнуть через кожу,
что приведет к фатальным последствиям
Настоятельно рекомендуется выполнение
всех работ, связанных с проверкой исправности форсунок под давлением,
поручить специалисту по системам впрыска топлива или СТО.
|
ПРОВЕРКА |
|
|
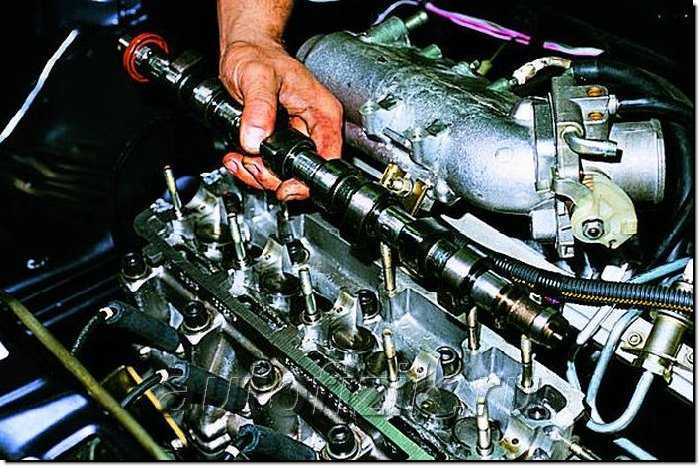
СНЯТИЕ
Работайте очень осторожно, не допускайте попадания грязи в форсунки
или топливопроводы.
1. Аккуратно очистите область вокруг форсунок и соединительных
гаек трубок форсунок.
2
На двигателях F8Q, отсоедините отводящие трубки от форсунок
(см.иллюстрацию).
3. Отверните соединительные гайки, крепящие трубки форсунок к топливному
насосу высокого давления. Закройте открытые соединительные муфты,
чтобы не допустить проникновения грязи.
4. Отверните гайки и отсоедините трубки от форсунок (обратитесь
к сопроводительной иллюстрации). Если необходимо, трубки можно
удалить полностью. Заметьте местоположение скоб, прикрепленных
к трубкам. Закройте концы форсунок, чтобы предотвратить проникновение
грязи.
5a. Топливная форсунка в разрезе — двигатели F8Q:
1 — Топливная форсунка
2 — Медная шайба
3 — Втулка
4 — Уплотнительная огнеупорная шайба
5 — Свеча накаливания
5b. На двигателях F8Q, отверните форсунки с помощью глубокого
гнезда или накидного ключа (27 мм).
5c. Снимите их с головки блока цилиндров.
5d. На двигателях F8Q с турбокомпрессором, в держателе форсунки
№1 вмонтирован датчик подъема иглы форсунки, поэтому для снятия
форсунки потребуется специальный инструмент. Если его нет,
то в глубоком гнезде необходимо сделать прорезь для проводки
датчика (обратитесь к сопроводительной иллюстрации).
6. На двигателях F9Q, отверните болты, крепящие зажимные планки
форсунок к головке блока цилиндров. Снимите планки и форсунки, затем
уберите прокладки уплотнения между форсунками и головкой блока цилиндров.
7a. На двигателях F8Q, уберите медные шайбы.
7b. Уберите огнеупорные шайбы из головки блока цилиндров.
Также уберите втулки, если они свободны (обратитесь к иллюстрациям).
УСТАНОВКА
1. На двигателях F8Q, приобретите новые медные и огнеупорные шайбы.
Также замените втулки, если они повреждены.
2. Старайтесь не ронять форсунки. Также не зажимайте их в верстачных
тисках.
3. На двигателях F8Q, начните установку, вставляя втулки
(если удалены) в головку блока цилиндров. Установите новые
огнеупорные шайбы в головку блока цилиндров
Обратите внимание,
что эти шайбы должны устанавливаться выпуклой стороной вниз
(к головке блока цилиндров) (см иллюстрацию).
4. Установите новые медные шайбы в головку блока цилиндров.
5
Вставьте форсунки и затяните их приведенным в Спецификациях усилием.
На двигателях F8Q с турбокомпрессором, используйте специальный инструмент
(обратитесь к параграфу 7 выше), чтоб зажать форсунку №1 с датчиком
подъема иглы.
6. На двигателях F9Q, установите новые уплотнительные прокладки
между форсунками и головкой блока цилиндров. Вставьте форсунки,
затем установите зажимные планки. Затяните планки приведенным в
Спецификациях усилием.
7. Установите трубки форсунок и надежно затяните соединительные
гайки. Разместите скобы на трубках так, как было отмечено перед
снятием.
8. Подсоедините отводящие трубки (двигатели F8Q).
9. Запустите двигатель. Если сделать это не удается, прокачайте
топливную систему, обратитесь к Разделу
Заливка и прокачка топливной системы.
Восстановление (напыление) распредвалов своими руками » АвтоНоватор
О том, что распредвал вашего двигателя требует ремонта или, как минимум диагностики, вы узнаете практически сразу. О неисправности вам подскажут: датчик распредвала и нарушение штатной работы двигателя. Ведь распредвал – это деталь, которая во многом влияет на фазы газораспределения, а значит за стабильную работу цилиндров и т.д.
Методы ремонта распредвала
И, прежде, чем сразу же бросаться в крайность и думать о замене распредвала, его нужно попробовать отремонтировать. Если, конечно, вы уже не задумывались о том, чтобы поменять свой штатный на тюнинговый спортивный распредвал.
Когда речь идёт о такой процедуре, как ремонт распредвала, то своими руками основную процедуру ремонта в гараже вы вряд ли сможете выполнить. Ваша задача, снять головку блока цилиндров и вместе с распредвалом приехать в мастерскую, где возможен ремонт или восстановление распредвалов.
Основные дефекты, при которых требуется восстановление распредвала: биение (деформация) вала, износ кулачков и износ шеек. Не забывайте, для чего мы привозим в мастерскую ГБЦ – дефектовка и, при необходимости ремонт постели распредвала, обязательная комплексная процедура.
Устранение деформации распредвала. Этот дефект устраняется способом поэлементной холодной правки, которая позволяет привести в порядок как стальные, так и чугунные распредвалы.
Биение (изгиб) распредвала устраняют на призмах при помощи пресса. При этом методе естественным образом должны быть учтены допуски производителя распредвала, относительно допустимого биения.
После устранения биения обязательно производится динамическая балансировка. Иначе все усилия были напрасны. Восстановление распредвалов таким методом производится на специальных станках.
Восстановление кулачков распредвала и износ шейки устраняется таким методом, как напыление распредвала либо шлифовкой.
Изношенный кулачок шлифуется до вывода износа и восстановления профиля. Не следует забывать, что после шлифовки кулачка высота подъёма клапана не должна измениться. Иначе будет нарушен процесс фаз газораспределения.
Восстановление кулачков распредвала методом шлифовки, рекомендуется выполнять всего один раз. В противном случае нарушается радиус вершины кулачка, и, соответственно, происходит сбой фазы газораспределения. То есть, следующим этапом, после первого ремонта распредвала, служит замена распредвала.
Для опорных шеек распредвала применяется расточка (шлифовка) до уменьшенных ремонтных размеров. При этом варианте ремонта распредвала, затем применяются втулки. Если же шейки наращивают, то другие детали растачивают под их размер. Для небольшого слоя наращивания применяется осталивание либо хромирование шеек.
Реставрация методом напыления распредвала производится с применением порошковой проволоки многокомпонентного состава (алюминий – цинк). После процедуры напыления распредвала твёрдость покрытия не уступает заводским параметрам. Но, специалисты не рекомендуют проводить ремонт методом напыления более одного раза.
Необходимые параметры после ремонта распредвала
Реставрированный распредвал должен иметь следующие, обязательные параметры:
- допустимая шероховатость поверхности изделия – не ниже 8 класса;
- конусность и овальность элементов распредвала не более 0,01 мм;
- отреставрированные поверхности должны иметь твёрдость НКС 54-62.
Ремонт распредвала сопровождается обязательной заменой на новые, изношенных: роликов, осей, подшипников, втулок толкателей.
Удачи вам при восстановлении распредвала. Не торопитесь покупать новый распредвал, если не собирались этого делать.










carnovato.ru
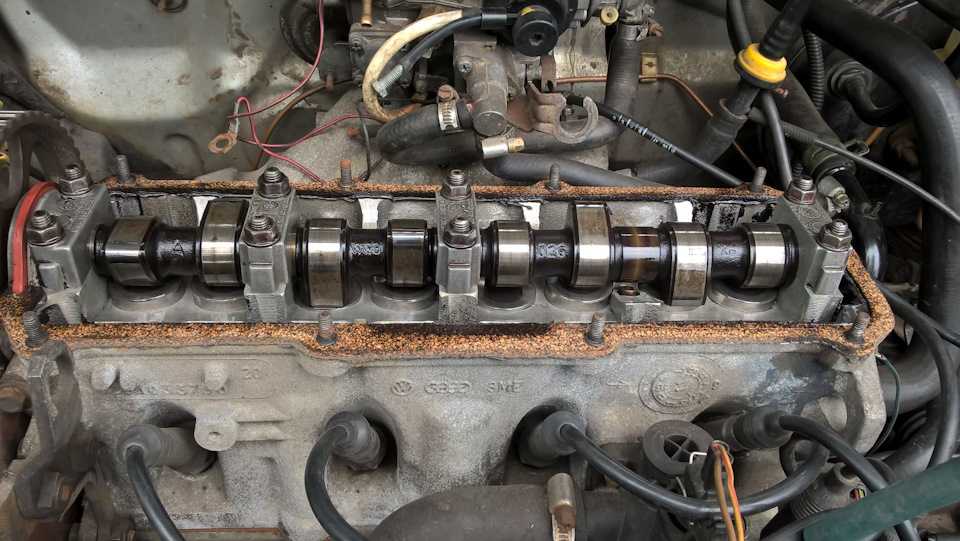
Устранение поперечного люфта
Поперечный люфт определяется путем расшатывания распредвала вверх-вниз, для чего снимается одна из крышек опорных подушек. Этот люфт появляется при износе шеек распределительного вала и опорных подушек постели вала, в которые они упираются.
![]()
Сначала демонтируем обе крышки подушек распределительного вала и снимаем лишний металл на наждачном камне с мелкозернистым абразивом. Его поверхность должна быть идеально ровной, чтобы не нарушить геометрию детали. В качестве альтернативы подойдет мелкозернистая наждачная бумага, наклеенная на ровное стекло.
![]()
Крышка подушки притирается абразивом, чтобы уменьшить ее глубину, в результате чего она будет более плотно удерживать вал. Чтобы наждак не забивался, его рекомендуют периодически поливать водой. После 1-1,5 минут обработки, крышку нужно установить на место и затянуть, проверив люфт
Важно не снять слишком много металла, поскольку распредвал перестанет вращаться. После установки он должен двигаться без люфта с небольшим, так называемым «бархатистым» усилием
![]()
Далее операция повторяется со второй крышкой опорной подушки, при этом ту крышку, которая обрабатывалась ранее, нужно снять, чтобы она не мешала определять степень люфта распределительного вала. После полного устранения люфта устанавливают обе крышки, и производят сборку двигателя. После запуска двигателя стук должен полностью прекратиться.
О разных способах восстановления посадочного места на валу или наплавка против напыления.
В этой статье я постараюсь выяснить, каким способом наиболее эффективно можно восстановить поврежденную шейку вала.
Под «шейкой» я в данном случае подразумеваю любую посадочную поверхность на валу: под подшипник качения, под баббитовый подшипник или приводной цилиндрический или конический конец вала под муфту со шпоночными пазами.
Рассмотрим три наиболее распространенных варианта восстановления поверхности шейки: 1) изготовление втулки и последующая посадка с натягом, 2) электродуговая наплавка, 3) газотермическое напыление.
Изготовление втулки. Преимущества: весь технологический процесс может осуществить токарь, и не нужно привлекать других специалистов. Недостатки: очень трудоемкий способ, ограничен выбор материала для восстановления, невозможно восстановить шейку, имеющую меньший диаметр, чем соседние шейки (например, шейки коленвала), невозможно восстановить шейку со шпоночными пазами.
Электродуговая наплавка. Преимущества: покрытие монолитно связано с основой, есть выбор различных по свойствам наплавочных материалов.
Недостатки: при восстановлении незначительных износов (что чаще всего бывает) основная часть наплавленного металла (50 – 80%) уходит в стружку при последующей механической обработке, вал при дуговой наплавке из-за интенсивного нагрева деформируется (без деформаций можно наплавить только конец вала).
Валы обычно изготавливаются из углеродистых сталей (35, 40, 40Х и т. п. ), которые при наплавке закаливаются, что может привести к трещинообразованию в зонах, прилегающих к наплавке. Необходима сопутствующая наплавке термообработка (как минимум – предварительный подогрев).
Газотермическое напыление.
Преимущества: полное и принципиальное отсутствие термических структурных превращений и тепловых деформаций в детали вследствие низких температур нагрева при данной технологии восстановления (не выше 250 град С); наличие открытых микропор в покрытии благоприятно влияет на условия работы пар трения, так как в порах постоянно удерживается незначительное количество смазки. Недостатки: из-за слабой адгезии с поверхностью детали напыленное покрытие может работать только на сжатие, и если по условиям работы на поверхности могут возникать большие сдвиговые нагрузки, то не стоит эту поверхность восстанавливать напылением.
Предлагаю взвесить обозначенные «за» и «против» трех методов применительно, например, к восстановлению цилиндрического приводного конца вала из стали 35Х в термообработанном состоянии с номинальным диаметром 150 мм и длиной 150 мм, имеющего шпоночный паз. К моменту ремонта диаметр составляет минимум 149,5 мм. На этот конец может насаживаться муфта или шкив. На мой взгляд, довольно распространенный случай.
Наличие шпоночного паза, как Вы понимаете, исключает возможность установки втулки, и поэтому этот крайне нетехнологичный способ мы рассматривать не будем.
Рассчитаем затраты на электродуговую наплавку. Наплавлять будем дешевыми отечественными электродами НИИ-48Г с коэффициентом использования 0,58 и производительностью наплавки 1,9 кг/ч (данные АО «Спецэлектрод» Москва).
Среднюю толщину наплавленного слоя примем равной 3 мм.
На это нам понадобится 2,9 кг электродов (1 102,00 рубля без НДС) и 1,53 часа чистого времени горения дуги (без учета времени на кантование изделия, замену электродов и прочее).
Рассчитаем затраты на газопламенное порошковое напыление. Производительность метода – 3,2 кг/час. Напылять будем слой 1 мм на сторону.









Этого будет вполне достаточно для припуска на механическую обработку, так как напыление осуществляется в токарном станке с равномерной подачей горелки, и мы получим одинаковую толщину напыленного слоя по всей восстанавливаемой поверхности.
Для этого нам понадобится 0,6 кг порошка (1 314,94 рубля без НДС) и 0,19 часа чистого времени напыления. Здесь нужно учесть, что нет необходимости прерывать процесс напыления на всякого рода вспомогательные операции.
Рассмотрим риски. При дуговой наплавке вала из стали 35Х необходим предварительный подогрев примерно до 250 град С, для того чтобы избежать образования хрупких структур и, как следствие, трещин в металле, граничащем с наплавкой.
Восстановление клапанов и их притирка в гнездах головок цилиндров
Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного — 46,5 мм; высота подъема клапана 12,5 мм.
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
После восстановления клапаны притираются в седлах головок цилиндров.
Притирка клапанов начинается с приготовления пасты: паста приготавливается из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед употреблением притирочная паста перемешивается, чтобы микропорошок не осаждался. Затем на фаску седла клапана наносится тонкий равномерный слой пасты. Стержень клапана смазывается моторным маслом. Притирка производится возвратно-вращательным движением клапана дрелью с присоской или соответствующим приспособлением. Нажимая на клапан, необходимо повернуть его на 1/3 оборота по часовой стрелке, затем на 1/3 оборота в обратном направлении. Клапаны круговыми движениями не притираются. Притирка продолжается до появления на фасках клапанов седел пояска шириной не менее 1,5 мм матового цвета, как показано на рис. 51.
Рис. 51. Расположение притертых матовых поясков на седле и головке клапана при закрытом положении:
а — правильное; б — неправильное; I — положение пояска на седле и головке клапана
После окончания притирки клапаны и головки цилиндров промываются керосином и обдуваются воздухом. Качество притирки клапанов определяется после сборки клапанного механизма проверкой его на герметичность. Для этого головка цилиндра устанавливается впускными и выпускными окнами вверх и в углубления клапанных гнезд заливается дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 мин. При подтекании керосина производится постукивание резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притираются повторно.
При необходимости качество притирки проверяется «на карандаш». Для этого на фаску клапана мягким графитовым карандашом наносится на равном расстоянии 6—8 черточек
Клапан осторожно вставляется в седло и после сильного нажатия проворачивается на 1/4 оборота. При качественной притирке все черточки должны быть стертыми
После контроля притирки клапанный механизм собирается и регулируется. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первый цилиндр совмещением меток на муфте опережения впрыска и корпуса топливного насоса.
Что требуется делать
Водителям приходилось сталкиваться с тем, что изредка после старта начинал появляться непонятный стук, но при разгоне и прогреве мотора он исчезал. Как мы уже разобрались, вероятнее всего на двигателе вышел из строя распределительный вал.
Теперь другой вопрос. А что делать в такой ситуации? Если начал стучать именно распределительный вал, следует быть готовым к тому, что придется потратить немалую сумму денег. Но это не 100% вероятность, поскольку иногда начинают стучать гидрокомпенсаторы, либо стуки издает изношенная шестерня, подшипники. Не во всех ситуациях решением проблемы становится замена всего распредвала. Если возникли подозрения на стук от этого агрегата, лучше сразу отправиться на диагностику. В рамках комплексной проверки можно узнать, где находится источник проблем и что с ним нужно делать.
Тянуть с диагностикой точно не стоит. Если выйдут из строя компенсаторы, и проблемы была в них, то далее цепная реакция приведет уже к поломке самого вала. А это совершенно иные траты. Так что проверить гидрокомпенсаторы точно будет не лишним.
Как видите, затягивать с проверкой точно не в ваших интересах.
![]()
![§ 8. ремонт распределительных валов, рычагов и их приводов [1956 лугинин н.г. - ремонт тепловозов]](https://sdc-seco.ru/wp-content/uploads/2/b/7/2b74ab35ef57352b33cee9e25546b64a.jpeg)









Замена распредвала двигателя Renault Logan
Распределительный вал заменяют в следующих случаях:
─упало давление в системе смазки двигателя. Причиной этой неисправности часто бывает повышенный износ шеек распределительного вала и гнезд подшипников распределительного вала в головке блока цилиндров. При износе гнезд заменяют головку блока в сборе, так как гнезда выполнены непосредственно в ее корпусе;
─стук клапанов, не устраняемый регулировкой зазоров в механизме привода клапанов. Может возникать из-за повышенного износа кулачков распределительного вала вследствие применения некачественного моторного масла или повреждения масляного фильтра.
При сильном износе кулачков распределительного вала одновременно с его заменой часто требуется и замена коромысел клапанов.
В связи с особенностями компоновки моторного отсека автомобиля: Renault Logan снять распределительный вал непосредственно: на автомобиле не представляется возможным. Для этого необходимо, снять головку блока цилиндров.
1.Снимите головку блока цилиндров (см. «Замена прокладки головки блока цилиндров»).
2.Равномерно ослабив затяжку, выверните пять болтов крепления оси коромысел клапанов…
Обратите внимание на то, что болты, имеют разную форму головок. Устанавливайте болты при обратной сборке на прежние места
| 3. Снимите ось в сборе с коромыслами. | Если не предполагаете заменять коромысла клапанов и их ось, не снимайте коромысла соси, чтобы при сборке установить их на прежние места. |
| 4. Удерживая распределительный вал от проворачивания ключом за шестигранник. | Шестигранник для удерживания выполнен в литье у передней шейки подшипника распределительного вала. |
| 5. Выверните болт крепления зубчатого шкива распределительного вала. | 6. Снимите шкив. |
| 7. Поддев отверткой… | 8…извлеките из гнезда в головке блока сальник распределительного вала.
Сальник распределительного вала при каждом снятии заменяйте новым. |
| 9. На заднем торце головки блока выверните два винта крепления упорного фланца распределительного вала… | 10. …и снимите фланец. |
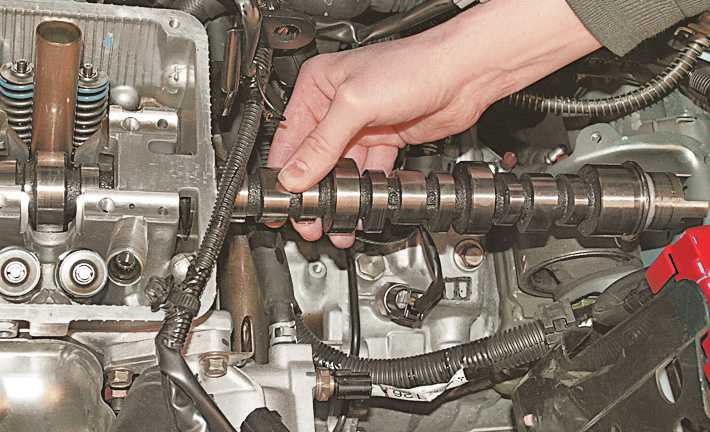
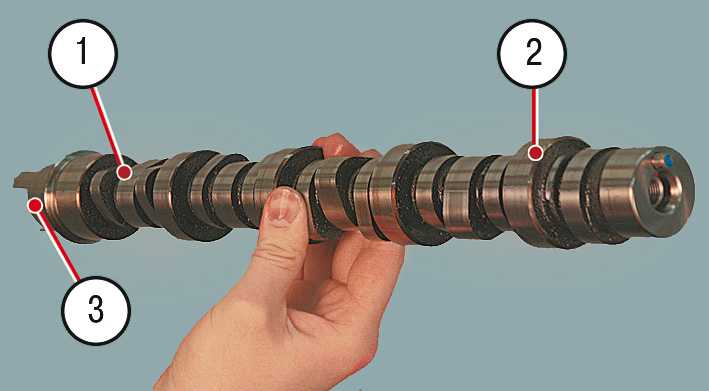
| 11. Аккуратно, стараясь не повредить острыми кромками кулачков рабочие поверхности подшипников, извлеките распределительный вал из постелей головки блока | 12. Осмотрите распределительный вал. Поверхности опорных шеек 2 и кулачков 1 должны быть хорошо отполированы и без повреждений, а в проточке а под упорный фланец не должно быть следов чрезмерного износа и забоин. На рабочих поверхностях шеек 2 не допускаются задиры, забоины, царапины, наволакивание алюминия от гнезд подшипников в головке блока. Если на рабочих поверхностях кулачков 1 есть следы заеданий, перегрева, глубокие риски или износ в виде огранки, а также равномерный износ свыше 0,5 мм, замените вал. Тщательно очистите от отложений канал б для подвода масла в средней опорной шейке.
Шлифовка кулачков распределительного вала для устранения ступенчатого износа запрещена, так как при изменении размеров профиля кулачков будут нарушены фазы газораспределения. |
13. В мастерских, оборудованных специальными инструментами и приспособлениями, можно проверить радиальное биение шеек распределительного вала. При его значении более 0,02 мм или несоосности шеек замените вал, так как его правка не допускается:
При установке нового распределительного вала коромысла клапанов рекомендуем заменить новыми.
Перед первым пуском двигателя и для улучшения условий; приработки рекомендуем в моторное масло добавить противозадирную антифрикционную присадку.
14. После установки распределительного вала проверьте его осевой зазор. Если он более 0,15 мм, замените упорный фланец,
15. Установите распределительный вал в головку блока и все снятые детали в порядке, обратном снятию.
16. установите головку блока цилиндров на двигатель (см,Замена прокладки головки блока цилиндров).
Ремонт постели распредвала своими силами АвтоНоватор
Здравствуйте, уважаемые автомобилисты! Вдруг возникла неприятно-непонятная ситуация. Начав проводить тюнинг двигателя путем замены распредвала, или ремонта головки блока цилиндров, для устранения каких-то неисправностей, вдруг выясняется, что происходит зажимание распредвала.
Причины износа постели распредвала
Вроде бы никаких видимых дефектов: шейки в норме, блок двигателя в порядке, вкладыши заменены. Паниковать нет причин. Проведем дефектовку постели распредвала.
Ремонт или восстановление постели распредвала своими силами возможно лишь в части, касающейся выявлению неисправностей и съёму постели. Ремонт, восстановление постели придётся выполнять на станке. Такова особенность этой детали. Но, давайте по порядку.
Причины выхода из строя постели распредвала, напрямую влияют и на возникновение неисправностей шеек распредвала.
- относительно долгий срок службы двигателя;
- «масляное голодание». Проще говоря, работа двигателя определенное время с недостаточным уровнем моторного масла;
- отсутствие определенного масляного давления в двигателе;
- двигатель работает со старым или засорившимся масляным фильтром;
- разжижение масла, происходящее из-за попадания в него топлива;
- перегрев двигателя, и не обязательно он может быть явным (когда пар над капотом до неба).
Для того, чтобы принять решение о том, что нужно: замена, ремонт, восстановление постели распредвала, необходимо провести элементарную проверку состояния постели.
Проверка диаметров производится при помощи индикаторного нутромера, который настроен на определенный размер.
Полученные результаты вы сравниваете с теми параметрами, которые указаны в мануале от производителя. Кстати, данную операцию очень желательно выполнять и тогда, когда вы решили произвести замену штатного распредвала на тюнинговый распредвал.








После получения результатов и сравнения их с требуемыми, нужно принимать решение. Вариантов всего два: замена постели и ремонт (восстановление) постели распредвала. Третьего не дано. Мы не станем вам описывать последствия того, как неисправная постель распредвала, в итоге, приводит к необходимости капитального ремонта двигателя или замене головки блока цилиндров.
Ремонт постели распредвала
Восстановление постели распредвала своими силами, как уже говорилось, сводится к тому, что вы определяете неисправность и снимаете постель. Затем вы везёте её в мастерскую, где существует специальный станок, на котором можно провести расточку или хонингование постели распредвала. Станки для восстановления постели распредвала относятся к разряду постельно-расточных.
Желательно для консультации и подготовки везти и ГБЦ. Это связано с тем, что перед ремонтом постели ГБЦ потребует специальной обработки – напыления алюминиево-цинкового порошка.
Восстановление постели распредвала проводится одним из двух способов: расточка или хонингование. Саму технологию вам вряд ли будет интересно знать. Специалист, работающий на данном станке, доводит поверхность постели до требуемых параметров.
При этом вам скажут, возможен ли ремонт постели распредвала, или проще и эффективней будет произвести замену постели на новую.
https://youtube.com/watch?v=7NYwV6NXP3w
Параллельно с ремонтом постели распредвала
Вы помните, какие причины приводят к выходу из строя постели распредвала. Поэтому, расточка постели является всего лишь шагом в комплексе ремонтно-диагностических работ. Попутно вам придётся выяснить и устранить причину возникновения неисправности постели распредвала.
А для этого нужно:
- диагностировать систему смазки в т.ч. и масляного насоса;
- провести чистку и промывку масляных каналов блока и ГБЦ;
- проверка системы охлаждения двигателя;
- проверка топливной системы.
Естественно, при обнаружении неисправностей – ремонт для того, чтобы исключить в дальнейшем возникновение причин выхода из строя постели распредвала.
Удачи вам при ремонте постели распредвала.
Принцип работы распредвала
Распределительный вал имеет особую форму: на типичном цилиндрическом валу расположены кулачки и шейки распредвала. Подшипник распредвала имеет форму втулки либо вкладыша и принудительную систему смазки.
![]()
![]()
Распредвал совершает вращение вместе с коленчатым валом двигателя, но вращается в 2 раза медленней. Для вращения распредвала используются цепные, ременные, зубчатые передачи. Благодаря форме кулачков распредвала формируются фазы газораспределения, клапана открываются в нужный момент, обеспечиваются условия работы двигателя. Изменяя геометрию кулачков, можно добиться улучшения работы двигателя.
![]()
Через различные толкатели, рокеры, либо почти напрямую через гидрокомпенсаторы кулачок распредвала нажимает на подпружиненный клапан, открывая его. Далее, проходя вершину кулачка, клапан открывается на максимальное расстояние и плавно закрывается проходя по обратной его части. Геометрия кулачков распредвала позволяет относительно плавно взаимодействовать с толкателями клапана, от их формы зависит характеристика распредвала.
На распредвале кулачки расположены под особыми углами, благодаря чему и формируются фазы газораспределения. На разных двигателях углы фаз могут немного отличаться. Например, если сравнивать бензиновый двигатель и дизель, стандартные распредвалы, рассчитанные на городскую езду, будут иметь похожее строение.
На двигателях с ЭБУ устанавливается датчик распредвала. Это устройство постоянно определяет его положение, что позволяет синхронизировать электронные системы подачи топлива с работой клапанов.
![]()
![]()
Отдельно стоит остановиться на шестернях распредвалов. Механизм ГРМ требует точной их настройки. Зачастую достаточно выставить элементы по «контрольным точкам». Для более точной настройки работы распредвала существует разрезная шестерня распредвала. Принцип в том, что зубцы шестерни фиксируются на болтах относительно ее основания. Открутив болты можно, корректировать положение шестерни на 5-10º, что позволяет выставить ГРМ в более оптимальное положение.
![]()
![]()
На современных дорогих двигателях этот процесс автоматизирован, применяются муфты распредвала с гидравлическим управлением. Датчик положения распредвала сообщает бортовым компьютерам текущий угол и обороты, что позволяет управлять фазами газораспределения, корректировать их для разных режимов двигателя.







![]()
Особенности ремонта распредвала ВАЗ 2110
Одной из причин неисправности распределительного вала является износ сальника, замену которого можно произвести самому, не обращаясь на станцию техобслуживания. Для начала нужно зафиксировать автомобиль установкой рычага переключения передач в нейтральное положение
Затем осторожно снять крышку защиты зубчатого ремня
Коленчатый вал должен быть повернут по часовой стрелке до тех пор, пока не совпадут метки. Гайку крепления нужно ослабить, и можно снимать ремень со шкива. Затем с помощью ключа нужно снять шкив со шпонкой. Сальник виден, его следует заменить на новый. Перед установкой его рекомендуют хорошо смазать машинным маслом. Собирают вал в обратном порядке:
![]()
Распредвал ВАЗ 2106 — инструкции
- шкив;
- ремень;
- регулировка меток;
- защитная крышка.
Метки могут не совпадать, тогда нужно их дополнительно отрегулировать
При этом важно следить за положением шкива. Замена сальника распредвала сопровождается обязательной регулировкой момента зажигания
Проверка технического состояния распредвала должна проводиться водителем не только по необходимости, но и в целях профилактики.
Следите, чтобы поверхности всех конструкционных деталей вала были без царапин и повреждений и хорошо отполированы. Следы заеданий на вале — первый признак того, что он требует ремонта. Корпус подшипников не должен иметь трещин. Обязательно проводите проверку зазора, который находится между шейками и отверстиями опор. Все зубцы ремня должны иметь четкий профиль.
Не допускается отслоений, складок, трещин и следов попадания масла. Нужно следить, чтобы натяжение ремня не было слишком большим, потому что быстрый износ при таком состоянии ему гарантирован. В наше время входит в моду тюнинг автомобилей. Водители стараются как-то доработать свое авто, привнести в него искру новизны и дизайна.
Распредвал, как и остальные детали, меняют на более мощный (подъем 11 мм). Иногда ставят вал от спортивных машин. Но он имеет и свои минусы. В городских условиях вождения такой распредвал непрактичен, потому что создает большой провал на низах, а максимальная отдача — только при высокой скорости.
—> Мастера ВАЗа / Двигатель / Распределительный вал
Распредвал ваз 2110
Восстановление постели распредвала
Перед тем, как приступать к ремонту постели, необходимо вначале определить, поможет ли он в устранении неисправности. Бывают случаи, когда деталь уже не подлежит ремонту из-за слишком сильного износа и тогда ее лучше просто заменить.
Диагностика детали производится при помощи устройства, которое называется нутрометр. Этот индикаторный прибор настроен на определенные величины и при их отсутствии подает соответствующий сигнал. После проверки, полученные значения сравниваются со стандартными и на основе этих данных можно принимать решение о проведении ремонта.
Непосредственно перед диагностикой и ремонтом, нужно вначале снять распредвал. Для этого откручивается клапанная крышка и снимается привод механизма ГРМ. После этого, откручиваются болты крепления вала и он снимается. Затем уже вытаскивают саму постель.
Ремонт распредвала производится на специальном станке, который предназначен для его расточки или хонингования. Растачивая постель, ремонту нужно подвергнуть и саму головку блока цилиндров, так как стандартные размеры будут нарушены, то и расположение отдельных частей ГБЦ тоже нужно сменить.
Наверняка провести расточку постели самостоятельно будет очень трудно, поэтому лучше всего поручить эту задачу более опытному специалисту с соответствующим уровнем знаний. Он доведет постель до требуемых размеров и правильно выполнит хонингование.
После ремонта постели не забудьте устранить неисправности, которые довели распредвал до такого состояния. Ведь отремонтированный элемент не даст гарантии того, что он не выйдет из строя вновь, так как основные проблемы будут не решены. Теперь остается только поставить постель отрегулировать клапанный механизм и настроить двигатель под новые параметры.